Приготовление резиновых смесей
Резиновая смесь как основной полуфабрикат для шин представляет собой сложную композицию, состоящую из полимерной основы и большого числа ингредиентов (до 20 и более) — компонентов вулканизующей группы, наполнителей, пластификаторов и других добавок. Поэтому и шины на основе резиновых смесей называют композиционными, в отличие от литых шин из полиуретанов. Перечень всех ингредиентов в мас ч на 100мас.ч. каучуков называют рецептом резиновой смеси, но можно представить рецепт также в массовых (мас%) и объемных (об%) процентах. Для расчёта рецепта смеси в мас% произведение мас.ч. каждого компонента на 100 делят на сумму мас.ч. всех компонентов. Для расчета рецепта смеси в об% долю каждого компонента в мас ч делят на его плотность. Рабочий рецепт смеси можно выразить также в кг на загрузку в технологическое оборудование, на котором её изготавливают.
Приготовление резиновой смеси — сложный механохимический процесс, в котором механическое диспергирование, гомогенизация и смешение компонентов сопровождаются химическими реакциями и тепловыми явлениями. Процесс смешения сопровождается изменением структуры макромолекул каучуков и реакциями прививки их к поверхности техуглерода с образованием нерастворимого углеродо-каучукового геля, на него влияют химические свойства, физическое состояние и содержание каждого компонента. «Полезное» физико-химическое превращение (высокая степень диспергирования техуглерода) сопровождается «вредными» процессами деструкции и сшивания макромолекул, нарушения регулярности их структуры и накопления газообразных продуктов реакции, которые необходимо контролировать. Если при простом смешении статистический беспорядок в распределении частиц увеличивается без уменьшения их размеров, то при диспергирующем смешении уменьшаются и размеры частиц до коллоидного уровня. В результате этого достигается статистическое распределение частиц каждого ингредиента по всему объему смеси, выражающееся в том, что соотношение ингредиентов в каждом элементе объёма смеси становится практически одинаковым.
Закрытые смесители периодического действия являются наиболее массовым видом смесительного оборудования и по сравнению с вальцами более производительны и безопасны в работе, легче поддаются автоматизации и позволяют на 15-20% экономить электроэнергию. Смешение осуществляется в закрытой камере при механическом воздействии на материалы двух горизонтально расположенных роторов, занимающих около 60% объёма камеры и вращающихся навстречу друг другу с разной скоростью. Особенности конструкции смесителей разных типов определяются в основном роторами, которые по форме могут быть овальные (Бенбери), трех- или четырехгранные (Вернер-Пфляйдерер) и кулачковые взаимозацепляющиеся (Интермикс). При работе смесителей развивается высокая температура, которую снижают водой. В обозначении отечественных смесителей указывают свободный объём камеры (полный объём камеры за вычетом объёма, занимаемого роторами) и частоту вращения заднего ротора. Эффективность работы смесителя зависит от объёма компонентов смеси. Стремятся к тому, чтобы к концу цикла объём заполнения камеры достигал 60-80% свободного объёма, что определяют экспериментально с учётом состава смеси и степени амортизации смесителя. С увеличением зазора между гребнем лопасти ротора и стенкой камеры вследствие износа смесителя несколько увеличивают объем заполнения его камеры. Свободное пространство в камере необходимо для смешения компонентов, но при недостаточной её загрузке чрезмерно уменьшается давление, что удлиняет цикл из-за проскальзывания смеси. При перегрузке камеры снижается однородность смеси, так как часть ингредиентов длительное время оказывается в горловине загрузочной воронки и не участвует в смешении. Продолжительность смешения растёт при увеличении содержания техуглерода, а одновременная загрузка техуглерода и мягчителей ухудшает его распределение в резиновой смеси. С повышением давления верхнего затвора на смесь увеличивается трение, что повышает температуру и уменьшает продолжительность смешения. При повышении скорости вращения роторов усиливается перемешивание смеси и повышается интенсивность процесса, что сокращает продолжительность цикла.
Смесители непрерывного действия облегчают создание непрерывных потоков переработки резиновых смесей, позволяют улучшать культуру труда и уменьшать производственные площади, а в их рабочей камере по характеру воздействия вращающегосяся ротора (шнека) на смесь выделяют три зоны:
· в зоне загрузки смесительные органы имеют винтовую нарезку для равномерности захвата, уплотнения и подачи материалов в зону смешения;
· в зоне смешения находятся перемешивающие элементы конструкции, обеспечивающие максимальный смесительно-диспергирующий эффект;
· в зоне выгрузки снижаются механические воздействия, и развившееся давление уплотняет и выталкивает смесь через разгрузочное отверстие. Выделяющееся тепло во второй и третьей зонах интенсивно отбирают большие поверхности охлаждения, что в сочетании с высокими напряжениями и скоростями сдвига способствует эффективному перемешиванию материалов. Роторные смесители непрерывного действия ФКМ фирмы «Фаррел» (США) имеют два ротора с червячной нарезкой в зоне загрузки и фасонными лопастями, подобными роторам смесителя «Бенбери». Материалы уплотняются, смачиваются и диспергируются при воздействии сдвига между гребнями роторов и стенкой камеры и продольного возвратно-поступательного среза. Усреднение и гомогенизация достигаются трамбовкой, перелопачиванием и перебросом смеси из камеры в камеру под действием разности скоростей вращения роторов. Одночервячные смесители непрерывного действия «Трансфермикс» наиболее распространены и имеют червяк с переменной глубиной нарезки витков, расположенный в конической полости корпуса, которая имеет винтовую нарезку и сужается к выходу (рис.2.26). Материал послойно переходит из межвитковых каналов червяка в каналы корпуса и обратно по сложной траектории, но по интенсивности смешения они уступают ФКМ. Отечественный смеситель РСНД-530/660-1 с червяком диаметром 660мм в загрузочной и 530мм в разгрузочной зоне и шестью зонами регулирования температуры от 20 до 140 о С работает совместно со смесителем периодического действия, а смесь из него выходит в виде гранул или листов.
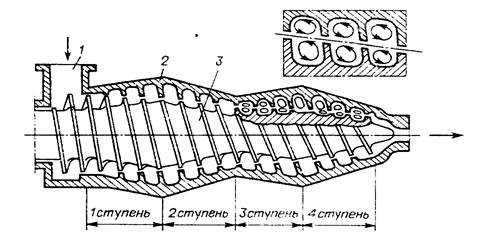
Рис. 2.26 Схема четырехступенчатой машины системы «Трансфермикс»:
1 – загрузочная воронка; 2 – корпус; 3 – червяк.
Технологические схемы приготовления резиновых смесейна современных шинных заводах предусматривают одну, две и три стадии на оборудовании большой единичной мощности. Первую стадию изготовления маточных смесей и пластикацию НК осуществляют в резиносмесителях РС-650 с объёмом камеры 0,63м 3 и плавным регулированием частоты вращения роторов от 15 до 50об/мин. Дорабатывают смеси в шнековых экструдерах с диаметром шнека 530/660мм, оборудованных гранулирующей или валковой головками. Вторую и третью стадии проводят в таких же смесителях и экструдерах или в смесителях РС-250-30 с подачей на вальцы диаметром 665мм и длиной валков 2100мм, используемые и для одностадийного смешения. Технологическая схема включает ряд поточно-автоматических линий развески ингредиентов и изготовления резиновых смесей, автоматизированные склады из вращающихся барабанов для хранения гранул маточных смесей, высотные склады со штабелерами и системы управления смешением и складскими операциями (рис.2.27). В состав линий входят смесители с объёмом камеры 0,33-0,37м 3 и 0,62-0,65м 3 . Путём регулирования частоты вращения роторов обеспечивают условия для улучшения диспергирования техуглерода и сокращения продолжительности смешения. Линия 1 используется для приготовления маточных и готовых камерных резиновых смесей, в том числе и на основе БК, а линии 2-7 – для маточных и готовых смесей массового ассортимента, из них линия 5 является универсальной для приготовления смесей любой стадии.
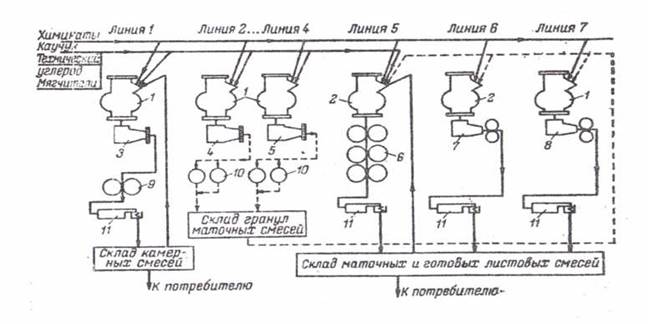
Рис.2.27. Технологическая схема приготовления резиновых смесей на оборудовании
большой единичной мощности: 1-смеситель РС-630, 2-смеситель РС-330, 3-экструдер 500/8,
4- экструдер 500/600, 5-смеситель непрерывного действия типа «Трансфермикс», 6-агрегат из трёх вальцев 665×2100, 7-экструдер 450/550 с валковой головкой, 8-экструдер 500×600 с валковой головкой, 9-вальцы 665×2100, 10-установки для изоляции и охлаждения гранул,
11-фестонные установки для изоляции и охлаждения гранул.
Высокопроизводительное смесительное оборудование на отечественных заводах разнообразно (табл.2.14), а в проспектах зарубежных фирм предлагают смесители периодического действия с объёмом камеры 0,33м 3 , 0,37м 3 , 0,62м 3 , 0,63м 3 , 0,65м 3 и 0,87м 3 . Использование дорогостоящего оборудования большой единичной мощности целесообразно только в условиях крупнотоннажного производства при его непрерывной и стабильной работе без частой смены рецептов. Эффект от его применения достигает 6-7% по сравнению с серийным оборудованием, несмотря на более высокую себестоимость смесей.
Таблица 2.14
Дата добавления: 2015-05-16 ; просмотров: 1827 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник
Расчет производственного рецепта
Введение
Рабочая тетрадь разработана для студентов 3 курса дневного отделения специальности 220301 «Автоматизация технологических процессов» и рекомендуется к использованию при выполнении лабораторных и практических работ по дисциплине «Основы технологии отрасли».
В результате изучения дисциплины студенты должны
— марки и название натуральных и синтетических каучуков;
— технологические и технические свойства каучуков и область их применения;
— классификацию ингредиентов и их назначение;
— основные технологические процессы производства;
— рассчитать рецепт и дать его обоснование;
— рассчитать количество оборудования для выполнения программы;
— определять основные эксплуатационные свойства резин.
При выполнении лабораторных работ соблюдают следующий порядок работы с тетрадью:
1. Вначале изучается цель работы, порядок и методика выполнения работы.
2. Изучается техника безопасности для конкретной работы;
3. После сдачи теоретических основ выполнения работы преподавателю или лаборанту работа выполняется в соответствии с инструкцией;
4. Результаты исследований вносятся в таблицы, если необходимо, строятся графики и проводятся расчеты;
5. Записывается вывод по работе.
6. Студенты отвечают на контрольные вопросы и готовятся к сдаче отчета преподавателю.
При выполнении практических работ:
1. Вначале изучается цель работы, порядок и методика выполнения работы.
2. В соответствии с заданием, выполняется работа и результаты заносятся в таблицы
3. Записывается вывод по работе.
4. Студенты отвечают на контрольные вопросы и готовятся к сдаче отчета преподавателю.
Практическая работа №1
Расчет производственного рецепта
Цель занятия :
—освоить методику расчета производственного рецепта
Изготовление резиновых смесей производится по рецептам, представляющим собой перечень ингредиентов с указанием их количеств.
Компоненты в рецепте резиновой смеси рекомендуется перечислять в определенной последовательности, После содержания каучука должно указываться содержание серы, затем ускорителей, активаторов, противостарителей, наполнителей, мягчителей и ингредиентов специального назначения.
Существует несколько форм записи рецептов, в которых количества компонентов могут быть выражены различным образом:
-в массовых частях на 100 масс. ч. каучука
-в процентах от массы всей резиновой смеси
-в объемных частях от объема всей резиновой смеси
-в объемных процентах
-в килограммах на одну заправку
Последняя форма рецепта называется производственным или рабочим рецептом. Чаще применяют 1, 2 и 5 форму записи рецепта, причем первая форма рецепта – в массовых частях на 100 масс. ч. каучука – является основной.
В результате проделанной работы студенты должны:
-методику расчета производственного рецепта
-рассчитать производственный рецепт
1.Расчет производственного рецепта в классе под руководством преподава-
2.Расчет производственного рецепта по индивидуальным ( групповым) зада-
Форма записи рецепта
| Наименование компонента | Массов части На 100 м ч каучука | Массов проценты % | Плотность компонентов кг/ м3 | Объем части м3 | Объем проценты % | Плотность резины кг/ м3 | Объем рабочий М3 | Коэф перес-чета | Рабочая навеска компонента кг |
| Наирит КР-50 | 17,64706 | 0,049587 | 20,87703 | 1204,1192 | 0,9 | 3,789 | 227,34 | ||
| СМС-30ФРКМ-15 | 11,76471 | 0,043011 | 18,10839 | 151,56 | |||||
| Сера | 0,294118 | 0,000483 | 0,203391 | 3,789 | |||||
| Белила цинковые | 0,882353 | 0,000548 | 0,230907 | 11,367 | |||||
| Колоин | 13,23529 | 0,018 | 7,578361 | 170,505 | |||||
| Мел | 13,23529 | 0,015517 | 6,53307 | 170,505 | |||||
| ТУ П-324 | 17,64706 | 0,032258 | 13,58129 | 227,34 | |||||
| ТУ П-803 | 5,882353 | 0,010989 | 4,626594 | 75,78 | |||||
| Рубракс | 11,47059 | 0,039 | 16,41978 | 147,771 | |||||
| Масло вазелиновое | 7,941176 | 0,028125 | 11,84119 | 102,303 | |||||
| Итого | 0,237518 | 1288,26 |
1. Массовые проценты(%)
Сумма массовых частей принимается — за 100%
Массовая часть каждого компонента — за Х%
Массовая часть компонента х 100
Сумма массовых частей
2. Объемные части(м3)
Масс.ч. каждого компонента : на плотность этого компонента
3. Объемные проценты(%)
Сумма объемных частей принимается — за 100%
Объемная часть каждого компонента — за Х%
Объемная часть компонента х 100
Сумма объемных частей
4. Теоретическая плотность резиновой смеси(м3)
Сумму массовых частей рецепта : ( делим на ) сумму объемных частей
5. Коэффициент пересчета
Для расчета коэффициента предварительно рассчитывают единовременную загрузку оборудования , на котором будет производиться смешение.
Объем загрузки выдается в задании.
Н а п р и м е р:
Для резиносмесителя РС-250-40 объем загрузки составляет (0,14м3) или
Масса единовременной загрузки (кг) = Объем загрузки х теоретич.плотность смеси

Масса единовременной загрузки
Сумму массовых частей
6. Навеска каждого компонента равна
Массовая часть каждого компонента х коэффициент пересчета
П р и м е ч а н и е:
— при корректировке итога (суммы) в графах — массовые % и объемные %
«подгонка» производится за счет компонентов, входящих в рецепт в наибольших количествах
— то же относится и к последней графе (навеска рабочего рецепта), «подгонка» производится к числу равному массе единовременной загрузки
—Что такое рецепт?
-Какие бывают рецепты?
-Как рассчитывается рецепт в массовых %., объемных частях, объемных %,
Источник


