- Хромирование своими руками в домашних условиях: технология, видео
- Подготовка к процедуре
- Конструкция установки для хромирования
- Требования к источнику питания
- Состав электролита и правила его приготовления
- Как подготовить обрабатываемое изделие
- Как проходит хромирование
- Дефекты хромового покрытия и причины их возникновения
- Нюансы технологии
- masterok
- Мастерок.жж.рф
- Хочу все знать
Хромирование своими руками в домашних условиях: технология, видео
Элементы, покрытые слоем хрома, как правило, используются для улучшения дизайна автомобилей и мотоциклов. Стоимость таких деталей, изготовленных в производственных условиях, достаточно высока, а между тем вполне возможно хромирование в домашних условиях. Нанося хром на поверхность различных изделий своими руками, можно сэкономить значительные финансовые средства.

Соблюдение технологии позволят получать хромированные поверхности хорошего качества и в домашних условиях
Интерес к выполнению хромирования различных деталей своими руками в домашних условиях проявляют многие мастера, которым не безразличен внешний вид их транспортного средства. В технологии хромирования в домашних условиях можно выделить много нюансов. Кроме того, она требует строгого соблюдения последовательности всех своих этапов.
Подготовка к процедуре
Чтобы выполнить хромирование в домашних условиях, необходимо провести определенную подготовку. В первую очередь следует правильно выбрать помещение (желательно нежилое). Кроме того, перед выполнением хромирования надо обязательно:
- обеспечить вентиляцию помещения, в котором будет выполняться технологическая операция (при этом желательно, чтобы такая вентиляция была не естественной, а принудительной);
- найти средства, обеспечивающие личную безопасность (респиратор, защитные очки, плотные резиновые перчатки и фартук);
- решить вопрос о том, как будут утилизироваться отходы технологического процесса.

Самодельную ванну для хромирования можно сделать из толстого винпласта
Конструкция установки для хромирования
Для хромирования в домашних условиях можно изготовить устройство, состоящее из следующих элементов:
- контейнера, в котором будет устанавливаться емкость для выполнения хромирования;
- самой емкости, в качестве которой можно использовать стеклянную банку объемом 3 литра;
- деревянного ящика с утепленными стенками, способствующего качественному протеканию процесса электролиза (в качестве утеплительных элементов стенок такого ящика, который должен обладать эффектом термоса, можно использовать стеклоткань, песок, минеральную вату или стекловату);
- нагревательного элемента, в роли которого может выступить обычный ТЭН соответствующей мощности;
- устройства, при помощи которого можно измерять температуру (лучше всего использовать контактный термометр, позволяющий автоматизировать технологический процесс);
- герметизирующей крышки, которую лучше изготовить из древесной плиты или влагоустойчивой фанеры;
- проводов, при помощи которых обрабатываемое изделие подключается к минусовому контакту источника электрического тока, а анод, также погружаемый в электролитический раствор, – к плюсовому (провод, подсоединяемый к обрабатываемому изделию, лучше всего оснастить зажимом типа «крокодил»: подключать его в таком случае будет значительно удобнее).
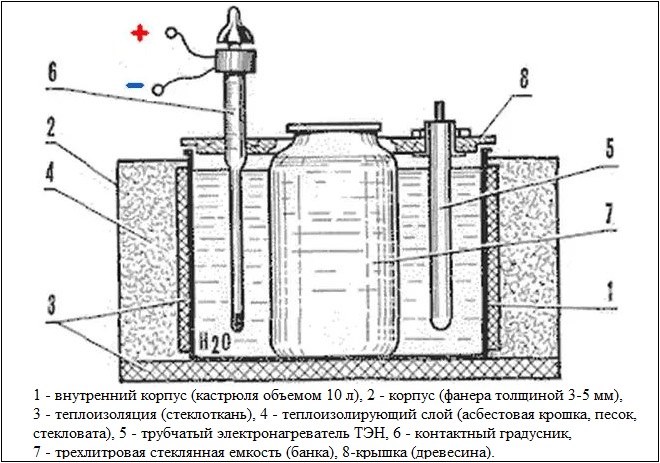
Схема установки для хромирования
В комплект своего набора для хромирования необходимо включить и специальный кронштейн для подвешивания обрабатываемой детали в электролите. Использовать такой кронштейн необходимо для того, чтобы поверхность изделия покрывалась слоем хрома равномерно со всех сторон.
Требования к источнику питания
Покрытие поверхности изделий слоем хрома, в том числе и хромирование деталей в домашних условиях, предполагает использование источника постоянного тока. Электрическая схема самодельного устройства для хромирования должна удовлетворять нижеперечисленным требованиям.
- Источник тока, которым оснащается набор для хромирования, должен иметь возможность регулировки выходного напряжения. В простейшем исполнении в качестве такого регулировочного устройства может быть использован обычный реостат.
- Сечение проводов, при помощи которых анод и катод соединяются с источником тока, подбирается по максимальной силе тока. Так, оборудование, используемое для хромирования изделий небольшого размера, должно оснащаться проводами, сечение которых составляет не менее 2,5 мм 2 .
- Если бытовой аппарат для хромирования предполагает использование не обычного термометра, а терморегулятора, то для корректного использования такого измерительного устройства необходимо собрать соответствующую электронную схему.
Состав электролита и правила его приготовления
В том случае, если вы решили нанести на поверхность изделия слой хрома своими руками, важно не только собрать соответствующее оборудование, но и правильно приготовить электролитический раствор. В состав такого раствора для хромирования металла входят следующие компоненты:
Эти компоненты смешиваются с водой.
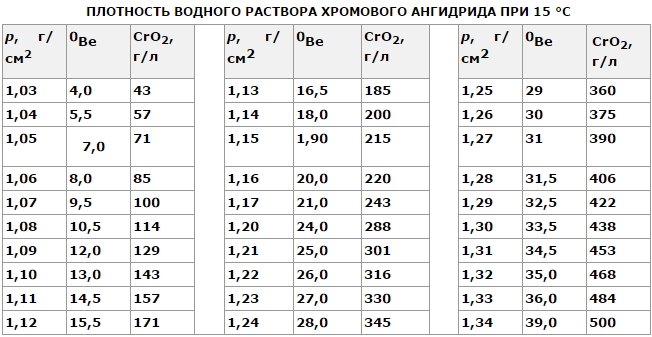
После смешивания ареометром проверяют плотность раствора, по которой можно судить о содержании хромового ангидрида
Существуют определенные правила приготовления электролитического раствора, которые заключаются в следующем.
- Емкость, в которой готовится электролит, наполовину наполняется водой. В том случае, если используется не дистиллированная, а обычная вода, ее следует прокипятить и дать ей отстояться. Температура воды, в которую добавляются остальные компоненты, должна составлять порядка 60°.
- После того как вода подготовлена и подогрета до требуемой температуры, в нее засыпают хромовый ангидрид и размешивают полученную смесь до полного его растворения.
- Если объем раствора уменьшился, в него необходимо долить воды.
- В полученный раствор заливают серную кислоту. При этом следует иметь в виду, что приведенные выше значения содержания H2SO4 в растворе актуальны для кислоты, обладающей удельной плотностью 1,84.
- После того как электролит готов, его необходимо «проработать». Через него в течение 3,5 часов пропускается электрический ток, сила которого рассчитывается по следующей формуле: 6,5 А на каждый литр раствора. Зная технические характеристики используемого источника тока, можно без проблем определить требуемый объем электролита. Если все действия по «проработке» электролитического раствора выполнены правильно, то его цвет изменится на темно-коричневый.
- Электролитическому раствору, при помощи которого будет выполняться хромирование деталей своими руками, необходимо дать отстояться в прохладном помещении в течение суток.
Как подготовить обрабатываемое изделие
От того, насколько правильно и тщательно подготовлена хромируемая поверхность, зависят качество и долговечность нанесенного на нее покрытия. Пока готовый электролитический раствор отстаивается, можно заняться подготовкой изделия, которая заключается в выполнении определенного перечня действий.
В процессе очистки с обрабатываемой перед хромированием детали удаляются не только следы грязи, но и остатки старой краски, ржавчина, а также любые другие инородные слои. Инструменты и приспособления, используемые для очистки, выбираются в зависимости от того, насколько сильно загрязнена поверхность. Для выполнения такой процедуры, в частности, может применяться как обычная наждачная бумага, так и шлифовальная машинка.
Технология хромирования в производственных или в домашних условиях предполагает обязательное обезжиривание обрабатываемой поверхности. От качества выполнения этой процедуры также зависят характеристики наносимого хромового покрытия.
Для обезжиривания, как правило, готовится специальный раствор, который и позволяет выполнить эту процедуру максимально качественно. Наиболее популярный из таких водных растворов включает следующие компоненты:
- гидроокись натрия – 150 г/л;
- силикатный клей – 5 г/л;
- кальцинированную соду – 50 г/л.
Раствор нагревают до температуры 80–90° и выдерживают в нем изделие в течение 20 минут. Если поверхность обрабатываемой детали отличается высокой сложностью или сильно загрязнена, то время выдержки в обезжиривающем растворе может быть увеличено до 1 часа.
Как проходит хромирование
После того как все подготовительные работы выполнены, возникает естественный вопрос: как хромировать деталь правильно? В первую очередь необходимо нагреть электролитический раствор до требуемой температуры (53±2°) и поддерживать ее на протяжении всего процесса обработки. После этого изделие помещают в электролит, в котором уже должен находиться анод. Спустя некоторое время, в течение которого температура изделия сравняется с температурой электролитического раствора, на анод и изделие подается электрическое напряжение.
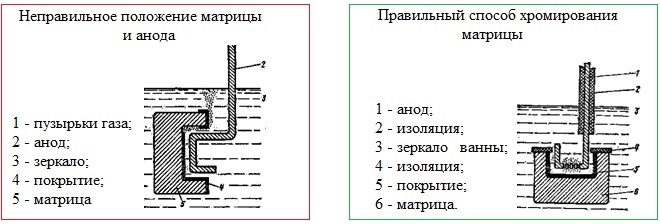
Для равномерного покрытия поверхности хромом необходимо правильно расположить обрабатываемую деталь и внутренний анод
После окончания хромирования изделие извлекают из электролита и помещают в нагревательную печь, где в течение 2,5 часов подвергают термической обработке. Это необходимо для того, чтобы не только улучшить сцепление слоя хрома с поверхностью основного металла, но и увеличить твердость покрытия.
Чтобы выполнить декоративное хромирование максимально качественно, важно изучить теоретический материал и узнать особенности проведения такого процесса (например, по видео), а также ответственно подойти ко всем этапам подготовки детали и электролитического раствора.
Лучше всего перед обработкой изделия выполнить хромирование опытного образца, чтобы отработать все нюансы технологического процесса.
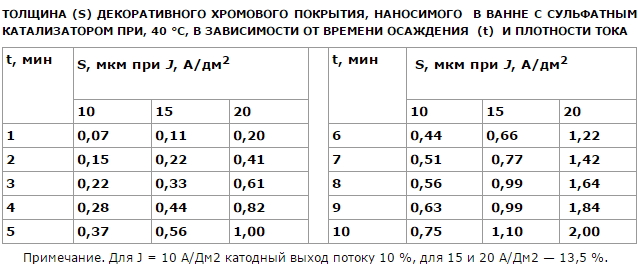
Длительность хромирования и плотность тока оказывают влияние на толщину готового покрытия
Дефекты хромового покрытия и причины их возникновения
Выполняя хромирование своими руками, многие домашние мастера сталкиваются с наиболее типичными дефектами нанесенного покрытия, которые могут возникать по различным причинам.
1. На покрытии есть блеск, но он неравномерный.
- Сила тока, подаваемого на изделие и анод, слишком велика.
- Температура электролитического раствора не доведена до требуемого значения.
2. Блеск на нанесенном покрытии вообще отсутствует.
- В электролитическом растворе слишком много или не хватает хромового ангидрида.
- Превышен номинал рабочего тока.
- Количество серной кислоты в растворе недостаточное.
3. На хромированной поверхности выступили коричневые пятна.
- В электролитическом растворе превышено количество хромового ангидрида.
- В растворе для хромирования не хватает серной кислоты.
4. На нанесенном покрытии заметны мелкие раковины.
- Обработанная поверхность была недостаточно качественно подготовлена.
- При обработке в растворе с поверхности не удаляется водород. Чтобы решить такую проблему, следует изменить схему размещения изделия в растворе и метод его последующей просушки.
5. Хромовое покрытие характеризуется неравномерностью.
- Сила рабочего тока превышена.
6. Нанесенное покрытие получилось слишком мягким.
- Сила рабочего тока занижена.
- Температура электролитического раствора выше требуемого значения.
7. Нанесенное покрытие отслаивается.
- Напряжение, подаваемое на анод и катод, нестабильно.
- Поверхность обрабатываемого изделия была недостаточно хорошо обезжирена.
- Температура электролита в процессе обработки снизилась.
Таким образом, чтобы наносить слой хрома на изделия своими руками, недостаточно просто собрать свой гальванический аппарат и изучить теоретическую базу, важно также учесть множество нюансов, напрямую влияющих на качество готового покрытия. Поэтому важно знать не только о том, как выполнять хромирование, но и о том, как сделать так, чтобы формируемое хромовое покрытие отличалось гарантированным качеством.
Нюансы технологии
Помещение для выполнения хромирования своими руками в домашних условиях должно быть не только нежилым, но и достаточно просторным.
При выполнении подготовительных мероприятий надо учитывать следующие нюансы.
- Полировка изделия, выполняемая перед его хромированием, должна быть максимально качественной.
- Все применяемые в процессе хромирования химические реагенты должны отмеряться в точных количествах.
- Для приготовления электролита необходимо использовать только химически чистую серную кислоту, а вот с нахождением и приобретением хромового ангидрида вопрос придется решать отдельно, так как в свободной продаже его не найти.

Хромовый ангидрид – реактив в виде красно-фиолетовых кристаллов. Расплывается на воздухе, гигроскопичен, очень сильный окислитель
Для хромирования надо подобрать источник постоянного тока, мощности которого будет достаточно для того, чтобы обрабатывать изделия различного размера. Естественно, емкость для электролита должна быть достаточного объема.
Чтобы слой хрома, нанесенный на изделие своими руками, был качественным, необходимо строго придерживаться технологических рекомендаций и внимательно следить за всеми рабочими параметрами процесса.
Источник
 masterok
masterok
 masterok
masterok Мастерок.жж.рф
Хочу все знать
1 – стеклянная емкость (банка). 2 – анод (или аноды). 3 – хромируемая деталь (катод). 4 – раствор электролита.
Вот такая практическая тема в июльском столе заказов, а озвучит нам ее dr_axon : Хромирование. Вот нравится, когда на машинах-мотоциклах много всяких таких блестючих штук. А можно все это делать в домашних условиях, или обязательно нужны мощности промышленных предприятий?
Электрохимический процесс покрытия деталей в гальванической ванне, заполненной, например, разбавленным сульфатным электролитом. В качестве емкости подойдет стеклянная банка, электролит следующего состава: СrO3 – 150 г/л, H2SO4 – 1,5 г/л. Готовить на дистиллированной воде. Воду нагревать до 70 °С и в 2/3 объема растворяют СrO3. Затем доливают воду и перемешивают. Проводят анализ раствора на содержание в нем ионов SO4, в двуокиси хрома они присутствуют в виде примесей. После добавления необходимого количества H2SO4 электролит нужно проработать при t = 45-50 °С. Катодная плотность тока от 4 до 6 а/дм2. Время 4-6 часов – вполне достаточно для накопления в растворе ионов Сr. Электролит меняет цвет от темно-красного до темно-коричневого. Катод – стальная пластинка. Анод – из свинца. Затем идет процесс отстаивания. К пробному хромированию приступают через сутки. Электролит нагревают до 50 °С и выдерживают при этой температуре 3 часа. Затем завешивают пробную латунную деталь под током. Через час проверяют качество покрытия.
Кристаллики должны быть блестящими, а механические свойства таковы, что инструмент из режущей стали не оставляет следов. Если покрытие мягкое, то нужно провести дополнительную проработку в течение 2-х часов, с пробным хромированием. После хромирования детали подлежат обязательному кипячению в течение 1-1,5 часов в большом объеме воды. Затем 3 часа в сушильном шкафу при t = 130°С. Затем следует шлифование.
Аноды из сплава: Pb = 81-86%, Sn = 10-15%, Sb = 4% или чисто свинцовые. Во избежание окисления, аноды лучше опустить в подогретую воду и хранить до сборки приспособления. Если этого не было сделано, то с поверхности анодов нужно удалить корку, опустив их на 40 минут в электролит следующего состава: 100 г/л сегнетовой соли и 80 г/л NaON. Затем протереть тряпочкой.
Занятия модельной гальванотехникой начните с изготовления ванны. Прежде всего подберите кастрюлю на 10 л и трехлитровую стеклянную банку. Емкости меньшего размера лучше не применять — это может усложнить регулировку параметров процесса, да и при приведенных величинах объема ванны хватает лишь для хромирования 6—8 гильз цилиндров.
Склеив из 1—1,5 мм фанеры корпус, соберите ванну согласно приведенному рисунку и закройте все фанерным кольцом. Работа над ванной заканчивается вытачиванием крышки кастрюли и монтажом на ней ТЭНов и контактного градусника.
Теперь — электрооборудование. Для питания ванны можно использовать любой источник постоянного тока с подключенным на выходе электролитическим конденсатором 80 000 мкф X 25 В. Провода питания должны иметь сечение не меньше 2,5 мм2. Регулятором силы тока, заменяющим регулятор напряжения, может служить секционный реостат. Он включается последовательно с гальванической ванной и состоит из параллельных, включаемых однополюсными рубильниками секций. Каждая последующая имеет сопротивление вдвое больше предыдущей. Число таких секций 7—8.
На передней панели блока питания установите две розетки на 15 А, одну — нормальной полярности, другую — обратной. Это позволит быстро провести анодную обработку детали и перейти на хромирование простым переставлением вилки. Розетки с тремя выходами, чтобы не ошибиться в полярности (подключаются, конечно, только два гнезда).
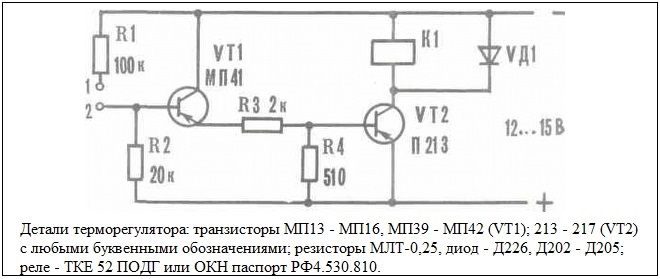
Для поддержания постоянной температуры электролита ванна снабжается контактным градусником. Напрямую управлять работой ТЭНов он не может из-за больших токов, поэтому потребуется собрать несложное устройство, схема которого приведена на рисунках.
1 —внутренний корпус (кастрюля объемом 10 л), 2 — корпус (фанера толщиной 1 — 1,5 мм), 3 — теплоизоляция (стеклоткань), 4 — теплоизолирующий слой (асбестовая крошка, песок, стекловата), 5 — трубчатый электронагреватель ТЭН, 6 — контактный градусник, 7 — трехлитровая стеклянная емкость (банка), 8-крышка (дельта-древесина).
Схема управляющего устройства.
Детали терморегулятора: транзисторы МП13 — МП16, МП39—МП42 (VТ1); 213—217 (VТ2) с любыми буквенными обозначениями; резисторы МЛТ-0,25, диод— Д226, Д202—Д205; реле —ТКЕ 52 ПОДГ или ОКН паспорт РФ4.530.810.
Наладка терморегулятора: если при закорачивании точек 1—2 реле не срабатывает, соединяют эмиттер и коллектор VII. Включение реле указывает на неисправность или малый коэффициент усиления VТ1. В противном случае неисправен транзистор VТ2 или он имеет недостаточный коэффициент усиления.
Собрав и наладив устройство ванны, можно приступать к приготовлению электролита. Для этого необходимо:
— налить в банку чуть больше половины подготовленной дистиллированной воды, подогретой до 50°,
— засыпать хромовый ангидрид и размешать,
— долить воду до расчетного объема,
— влить серную кислоту,
— проработать электролит 3—4 ч из расчета 6—8 А г/л.
Последняя операция нужна для накопления небольшого количества ионов Сr3 (2—4 г/л), присутствие которых благоприятно сказывается на процессе осаждения хрома.
СОСТАВЫ ЭЛЕКТРОЛИТОВ
Хромовый ангидрид — 250 г/л или 150 г/л
Серная кислота — 2,5 г/л или 1,5 г/л
НЕ ЗАБЫВАЙТЕ О РЕЖИМАХ ХРОМИРОВАНИЯ!
Процесс хромирования в сильной степени зависит от температуры электролита и плотности тока. Оба фактора влияют на внешний вид и свойства покрытия, а также на выход хрома по току. Необходимо помнить, что с повышением температуры выход по току снижается; с повышением плотности тока выход по току возрастает; при более низких температурах и постоянной плотности тока получаются серые покрытия, а при повышенных — молочные. Практическим путем найден оптимальный режим хромирования: плотность тока 50—60 А/дм2 при температуре электролита 52° — 55° ±1°.
Чтобы быть уверенным в работоспособности электролита, в приготовленной ванне можно покрыть несколько деталей, подобных по форме и размерам рабочим образцам. Подобрав режим и узнав выход по току простым замером размеров до и после хромирования, можно приступать к покрытию гильз.
По предложенной методике накладывают хром на стальные, бронзовые и латунные детали. Подготовка их заключается в промывке поверхностей, подлежащих хромированию, бензином и затем мылом (с помощью зубной щетки) в горячей воде, зарядке в оправку и размещении в ванне. После погружения в электролит нужно подождать 3—5 с и затем включить рабочий ток. Задержка нужна для того, чтобы деталь прогрелась. Одновременно происходит активирование поверхности деталей из латуни и меди, так как эти металлы хорошо травятся в электролите. Однако больше 5 с ждать не следует — в составе этих металлов есть цинк, присутствие которого в электролите недопустимо.
ХРОМИРУЕМ АЛЮМИНИЕВЫЕ СПЛАВЫ
На процессах нанесения хрома на алюминиевые сплавы нужно остановиться особо. Выполнение таких покрытий всегда сопряжено с рядом трудностей. Прежде всего это необходимость предварительного нанесения промежуточного слоя.
Сплавы алюминия, содержащие большое количество кремния (до 30%, сплавы марок АК12, АЛ25, АЛ26, САС-1), можно хромировать следующим образом:
ОПРЕДЕЛЕНИЕ СОДЕРЖАНИЯ ХРОМОВОГО АНГИДРИДА
СгОа В ЗАВИСИМОСТИ ОТ УДЕЛЬНОГО ВЕСА РАСТВОРА
— промывка детали в бензине,
— промывка в горячей воде со стиральным порошком или мылом,
— обработка детали в растворе азотной и плавиковой кислот (отношение 5:1) в течение 15—20 с,
— промывка в холодной воде,
— установка детали на оправке и хромирование (загрузка в ванну под
током!).
Другое дело, если необходимо по¬крыть хромом сплав АК4-1. Его удается отхромировать только с помощью промежуточного слоя. К таким методам относятся: цинкатная обработка; по подслою никеля; через соль никеля; через анодную обработку детали в растворе фосфорной кислоты.
Во всех случаях детали подготавливают следующим образом:
— шлифование (и притирка);
— очистка (удаление жировых отложений после шлифовки в бензине
или трихлорэтилене, затем в щелочном растворе),
— промывка в проточной холодной и теплой (50—60°) воде,
— травление (для удаления частиц, оставшихся на поверхности после
шлифовки и притирки, а также для улучшения подготовки поверхности
детали к нанесению хрома).
Для травления используется раст¬вор едкого натра (50 г/л), время обработки 10—30 с при температуре раствора 70—80°.
Для травления сплавов алюминия, содержащих кремний и марганец, лучше использовать такой раствор, в весовых частях:
азотная кислота (плотность 1,4)—3,
плавиковая кислота (50%) — 1.
Время обработки деталей 30—60 с при температуре раствора 25—28°. После травления, если это гильза цилиндра, ее надо немедленно промыть в проточной воде и на 2—3 с опустить в раствор азотной кислоты (50%) с последующей промывкой водой.
ПРОМЕЖУТОЧНЫЕ ПОКРЫТИЯ
Алюминиевые изделия при комнатной температуре опускают на 2 мин в раствор (едкий натр 400 г/л, сернокислый цинк 120 г/л, соль Рошеля 5—10 г/л. Или: едкий натр 500 г/л, окись цинка 120—140 г/л) при постоянном его перемешивании. Покрытие, достаточно равномерное и имеет серый (иногда голубой) цвет.
Если цинковое покрытие легло неравномерно, деталь опускают в стравливающий 50-процентный раствор азотной кислоты на 1—5 с и после промывки повторяют цинкование. Для магнийсодержащих сплавов алюминия двойное цинкование обязательно. Нанеся второй слой цинка, деталь промывают, заряжают в оправку и под током (без подачи напряжения цинк успевает частично раствориться в электролите, загрязняя его) устанавливают в ванне. Предварительно оправка с деталью погружается в стакан с водой, нагретой до температуры 60°. Процесс хромирования обычный.
Никелирование (химическое)
Если цинк не ложится на алюминий (наиболее часто это происходит на сплаве АК4-1), можно попытаться нанести хром через никель. Порядок работы таков:
— притирка поверхности,
— обезжиривание,
— травление 5—10 с в растворе
азотной и плавиковой кислот, смешанных в соотношении 3:1,
— никелирование.
Последняя операция—в растворе следующего состава: сернокислый никель 30 г/л, гипофосфит натрия 10—12 г/л, уксуснокислый натрий 10—12 г/л, гликоколь — 30 г/л. Составляется он сначала без гипофосфита, который вводится перед никелированием (с гипофосфитом раствор долго не хранится). Температура раствора при никелировании 96—98°. Можно использовать раствор и без гликоколя, тогда температура должна быть снижена до 90°. За 30 мин на деталь осаждается слой никеля толщиной от 0,1 до 0,05 мм. Посуда для работ — только стеклянная или фарфоровая, так как никель осаждается на все металлы восьмой группы периодической таблицы. Хорошо поддаются никелированию латунь, бронза и другие медные сплавы.
После осаждения никеля проводится термообработка для улучшения сцепления с основным металлом (200—250°, выдержка 1—1,5 ч). Затем деталь монтируется на оправке для хромирования и опускается на 15— 40 с в раствор 15% серной кислоты, где обрабатывается обратным током из расчета 0,5—1,5 А/дм2. Происходит активирование никеля, удаляется окисная пленка, и покрытие приобретает серый цвет. Кислота должна применяться только химически чистая (в самом крайнем случае аккумуляторная). Иначе никель приобретает черный цвет, и хром на такую поверхность никогда не ляжет.
После этого оправку с деталью загружают в ванну хромирования. Вначале дают ток в два раза больший, затем в течение 10—12 мин его уменьшают до рабочего.
Дефекты химического никелирования:
— никелирование не происходит:т деталь не прогрелась, следует подождать некоторое время,
— пятна на поверхности (характерно для АК4-1): плохая термообработка детали, нужно ее термообработать при 200—250° в течение 1,5—2 ч.
Удаление никеля с алюминиевых сплавов можно производить в растворе азотной кислоты.
Иногда в процессе никелирования происходит саморазряд — выпадение порошкообразного никеля. В этом случае раствор выливают, а посуду обрабатывают раствором азотной кислоты для удаления с ее поверхности никеля, который будет мешать осаждению на детали.
Хотелось бы отметить, что никель-фосфор сам по себе обладает весьма интересными свойствами, не присущими хромовым покрытиям. Это равномерность слоя на поверхности деталей (после осаждения доводки не требуется); высокая твердость после термообработки (режим 400° в течение часа дает твердость покрытия НУ 850—950 и больше); низкий коэффициент трения по сравнению с хромом; очень незначительное расширение; высокий предел прочности при растяжении.
Никель-фосфор без дальнейшего нанесения хрома может использоваться не только как промежуточное покрытие на гильзах, но и как рабочее, снижающее трение и износ, для золотников и поршневых пальцев. После двух лет активной эксплуатации двигателя с деталями подобной отделки на них отсутствовала явная выработка, характерная для стальных каленых поверхностей.
Нанесение хрома через соль никеля
Весь процесс сводится к следующему:
— травление в растворе едкого натра (50 г/л, т=80°, 20 с),
— промывка в проточной воде,
— нанесение 1-го промежуточного слоя (хлористый никель, 1 мин),
— стравливание промежуточного слоя в растворе азотной кислоты (раствор кислоты 50%, 1 мин),
— нанесение 2-го промежуточного слоя (хлористый никель, 1 мин),
— промывка водой,
— травление (азотная кислота 50%, 15 с),
— промывка в проточной воде,
— загрузка в ванну хромирования под током.
Нанесение хрома через анодную обработку
Вместо промежуточных слоев можно выполнять анодную обработку в растворе 300—350 г/л фосфорной кислоты при температуре 26—30°, напряжении на зажимах 5—10 В и плотности тока 1,3 а/дм2. Ванну сле¬дует охлаждать. Для сплавов, содержащих медь и кремний, применяют раствор 1 50—200 г/л фосфорной кислоты. Режим — 35°, время обработки 5—15 мин.
После анодной обработки следует провести кратковременную катодную обработку в щелочной ванне, которая частично снимает оксидный слой. Как показали исследования, в процессе анодной обработки алюминиевых сплавов в фосфорной кислоте на деталях образуется шероховатая поверхность, которая способствует прочному сцеплению наносимого впоследствии покрытия.
ПРИСПОСОБЛЕНИЯ, ОПРАВКИ
Для выполнения работ с гильзой цилиндра изготавливается оправка. Ее устройство понятно из приведенного рисунка, остановимся лишь на отдельных деталях.
Анод — стальная шпилька; с одного ее конца на длине 50—60 мм наплавляется свинец с сурьмой (7—8%). Свинец протачивается по наружному диаметру до 6 мм (для гильз рабо¬чим 0 15 мм). С другой стороны шпильки нарезается резьба для фиксации провода.
Катодом служит кольцо с внутренним диаметром, на 0,5 мм превышающим внутренний размер гильзы. В него вчеканивается отрезок изолированного провода. Медные и латунные проводники лучше не использовать — электролит растворяет их, и контакт может быть нарушен.Перед монтажом оправки в ванне полезно проверить надежность контактов тестером.
Оправка для хромирования гильзы цилиндра:
1 — крышка (винипласт), 2 — верх¬няя часть оправки (фторопласт), 3 — нижняя часть оправки (фторо¬пласт), 4 — анод (сталь), 5 — катод, 6 — сквозное окно для прохода электролита, 7 — покрываемая гильза, 8 — насадка-изолятор.
Оправка для хромирования вала и поршневого пальца:
1 — анод, 2 — катод, 3 — коленвал, 4 — конусная оправка, 5 — поршневой палец.
Хромирование стальных деталей
(коленвал, палец кривошипа, палец поршня, обоймы подшипников)
Хромирование стальных деталей ведется по следующей технологии:
— удаление жировых пятен с помощью бензина,
— промывка в горячей воде с мылом,
— обработка детали обратным током в течение 2—3 мин,
— переключение в режим хромирования с током, в 2—2,5 раза большим расчетного, и постепенное снижение тока в течение 10—15 мин.
Расчетный ток определяется пе¬ремножением площади хромируемой поверхности на ток процесса. Для стали последняя величина — 50 А/дм 2. При хромировании, например, посадочного места под коренной подшипник на коленвале двигателя КМД-2,5 расчетный ток будет равен 0,03 дм2Х50 А/дм 2= 1,5 А.
Для хромирования пальца кривошипа понадобится новая оправка. Как и при обработке коленвала, все открытые участки поверхности закрываются клеем «АГО». Анод вытачивается из стали с последующей заливкой свинцом и расточкой отверстия под палец. Применение стальной детали объясняется необходимостью обеспечить надежный контакт — в свинце резьбовые соединения ненадежные. Расчеты токов аналогичны. Работа проводится в оправке вала с помощью специальной насадки.
Практически ничем не отличается хромирование подшипников. Единственное — для предохранения внутренней части детали ее заполняют солидолом или другой консистентной смазкой, которая после нанесения покрытия вымывается бензином.
Оправка для хромирования внешней обоймы шарикоподшипника:
1 — корпус оправки подшипника,
2 — шарикоподшипник, 3 — фигурная гайка, 4 — анод (свинец), 5 —
центральная часть оправки для хромирования, 6 — катод (сталь), 7 —
крышка, 8 — сквозное окно для прохода электролита.
ДЕФЕКТЫ ХРОМИРОВАНИЯ И ИХ ПРИЧИНЫ
1. Хром не оседает на изделие:
— плохой контакт у анода или катода,
— мало сечение проводников,
— на поверхности анода образовалась толстая пленка окислов (удаляется в растворе соляной кислоты),
— мала плотность тока,
— высока температура электролита,
— мало расстояние между электродами,
— избыток серной кислоты.
2. Покрытие отслаивается:
— плохое обезжиривание поверхности,
— нарушалась подача тока,
— колебание температуры или плотности тока.
3. На поверхности хрома — кратеры, отверстия:
— на поверхности детали задерживается водород — изменить подвеску так, чтобы газ свободно удалялся,
— на поверхности основного металла имеется графит,
— поверхность основного металла окислена, пориста.
4. На выступающих частях утолщенное покрытие:
— повышенная плотность тока.
5. Покрытие жесткое, отслаивается:
— мала плотность тока, повышена температура электролита,
— в процессе хромирования изменялась температура электролита,
— в процессе шлифования изделие перегрелось.
6. Хром не оседает вокруг отверстий детали:
— большое выделение водорода — закрыть отверстия пробками из
эбонита,
— избыток серной кислоты.
7. На покрытии коричневые пятна:
— нехватка серной кислоты,
— избыток трехвалентного хроме
(более 10 г/л) — выдержать ванну под током без деталей, увеличив
поверхность анодов и уменьшив — катодов.
8. Мягкое «молочное» покрытие:
— высока температура электролита,
— мала плотность тока.
9. Покрытие матовое, неровное, трудно притирается:
— нехватка хромового ангидрида,
— велика плотность тока,
— нехватка серной кислоты,
— избыток трехвалентного хрома.
10. Покрытие пятнистое и матовое:
— в процессе хромирования прерывалась подача тока,
— изделие перед загрузкой было холодное.
11. В одних местах покрытие блестящее, в других матовое:
— велика плотность тока,
— низка температура электролита,
— неодинакова плотность тока на выступающих и углубленных частях
детали.
Оправка для хромирования пальца кривошипа:
1 — коленвал (он же катод), 2 — сквозное окно для прохода электролита, 3 — анод, 4 — винт крепления крышки, 5 — детали оправки (фто¬ропласт).
Концентрация хромового ангидрида в электролите контролируется с помощью ареометра. Концентрацию же серной кислоты удается определять лишь, к сожалению, косвенно, по качеству покрытия.
В процессе хромирования идет испарение электролита. В этих случаях доливают воду до нужного уровня. Делается это без установки деталей — возможно изменение температуры электролита.
После хромирования все изделия подвергают термообработке в течение 2—3 ч для удаления водорода, при температуре 150—170°. Все работы ведутся под вытяжным приспо¬соблением, в резиновых перчатках и в очках.
Есть один способ хромирования в домашних условиях, который не требует специальной ванны, очень компактен и позволяет контролировать качество поверхности уже в процессе хромирования. Речь идет о так называемой «гальванической кисти». Для ее изготовления понадобится щетина от обычной художественной или малярной кисти, пучок которой в диаметре будет составлять 2-2,5 см. Щетину плотно обматываем свинцовым проводом (сгодится и луженый медный) оставляя немного места для вставки в корпус. Корпус кисти изготовляется из оргстекла или аналогичного материала. Это пустотелый цилиндр или усеченный конус, с одного торца которого вставляется щетина, а на другом крепится диод Д303-Д305. Кроме того в корпусе есть отверстие, в которое заливается электролит.
Кроме этого нам нужен трансформатор на 12 вольт с током 0,8-1 А – пойдет китайский блок питания для мелких приемников. Плюс с трансформатора идет на анод диода, катод диода соединяется с обмоткой щетины. Минус – на зажим-крокодильчик, который будет крепиться на хромируемую деталь. (Кстати, в случае, если трансформатор заменить аккумулятором, то диод не нужен).
Перед хромированием детали обязательно нужно очистить и обезжирить. От качественности проведенной очистки полностью зависит качество покрытия. Итак, краску снимаем шкуркой, удаляем грязь, жир и ржавчину сначала механически, потом обезжириваем в растворе едкого натра (100-150 г), кальцинированной соды (40-50 г), канцелярского клея («жидкое стекло», силикатный клей – 3-5 г) на 1 литр воды. Обезжиривающий раствор нагревают до 80-100 градусов и, в зависимости от степени загрязненности, держим деталь от четверти часа до одного часа. Чем ровнее и чище поверхность, тем прочнее сцепка с покрытием.
Закрепив крокодильчик на детали, залив в кисть электролит, начинаем равномерно перемещать кисть по поверхности детали. Имейте в виду, что покрытие достаточной толщины получится, если пройтись по одному и тому же месту раз 20-25. Следите при этом за степенью расхода электролита и доливайте по мере расходования.
По окончании работ промойте деталь под проточной водой, отполируйте влажной тряпкой и снова промойте под водой. Просушите.
Вот рецепты электролитов в зависимости от задач (все в граммах!):
Электролит для меднения:
Медный купорос (сернокислая медь) 200
Серная кислота 50
Этиловый спирт или фенол 1-2
Электролит для никелирования:
Сернокислый никель 70
Сернокислый натрий 40
Борная кислота 20
Хлористый натрий 5
Электролит для хромирования:
Хромовый ангидрид 250
Серная кислота (уд. в. 1,84) 2,5
Электролит для цинкования:
Сернокислый цинк 300
Сернокислый натрий 70
Алюминиевые квасцы 30
Борная кислота 20
Электролит для серебрения:
Хлористое серебро свежеосажденное 3—15
Железосинеродистый калий 6—30
Сода кальцинированная 20—25
Электролит для золочения:
Хлорное золото 2,65
Железосинеродистый калий 45—50
Сода кальцинированная 20—25
Приготовляется электролит так: в 200-300 мл дистиллированной воды растворяем первое по рецепту вещество, потом второе, третье… и доливаем раствор до 1 литра (все той же дист. водой). Храните электролиты в хорошо укупоренных бутылках с притертыми пробками. Да, и учтите, что иногда нужен промежуточный слой – например, чтобы никелировать сталь, нужно сначала покрыть ее тонким слоем меди. То же относится к бронзе.
ВОТ ТУТ еще много составов растворов кому нужно практически
Напомню вам еще информацию про технологии, вот например вспомните про Гидроразрыв Америки или Как напечатать себе печень.
Источник


