- pro-vosk.ru
- Состав ювелирного воска и работа с ним
- от katechka
- Состав ювелирного воска модельного
- Как выбрать ювелирный воск
- Изготовление восковок из ювелирного воска
- Шпатели и инжектор для работы с ювелирным воском
- Воск модельный Ferris плитка 92х38 мм зеленый
- Работа с ювелирным воском: видео
- Рецепты воска для литья
- Рецепты воска для литья
- Восковое моделирование (резьба по воску)
pro-vosk.ru
Сайт о восках и их свойствах
Состав ювелирного воска и работа с ним
от katechka

Ювелирный воск для моделирования широко используется ювелирами, именно с его помощью изготавливаются прототипы колец, сережек и других украшений. Воск для ювелирных изделий имеет свои особенности, его изготовление производится с использованием особых продуктов переработки воска. Воск для ювелирного литья может использоваться для моделирования и в других сферах производства — отлить из него можно все, что угодно. Шпатели и инжектор для воска ювелирный — специальное орудие для работы этим материалом. Сегодня мы поговорим о том, как выбрать и где купить ювелирный воск.
Состав ювелирного воска модельного
Ювелирный воск — химический композит из очищенного воска с примесями, который по виду скорее схож с пластиком, чем с пчелиным воском. Он очень прочный, но плавится при температуре 70-100 градусов. Это важные свойства, поскольку тонким деталям нужно выдерживать различные нагрузки (извлечение из формы, заливка в опоке).
В качестве добавок, которые придают воску необходимые свойства используют парафин, церезин, полиэтилен, канифоль, полистирол, карбамид, борную кислоту. А также добавляют красители для маркировки разных составов. Пигмент, который входит в его состав не влияет на качество восковки и изделие может быть любого цвета.
Как выбрать ювелирный воск
Ювелирный воск используется для изготовления различных предметов. Это могут быть корпусы часов, церковные сувениры и прочие изделия. При выборе воска обращайте внимание на следующее:
- Он должен иметь минимальную усадку.
- Поверхность изделия должна быть глянцевой и чистой.
- Температура плавления должна находиться в пределах 60—100 °C.
- Материал должен обладать достаточной текучестью.
Изготовление восковок из ювелирного воска
Работа по изготовлению выплавляемых моделей начинается с получения наряда – задания, написанного на специальном бланке. Мастер сверяет номера пресс-форм, то есть резинок, с номерами, указанными в наряде.
Затем мастер очищает пресс-форму от пыли и остатков воска. В зависимости от сложности модели и особенностей пресс-формы, некоторые резинки сбрызгиваются силиконом – воск легко отделяется от резины и не ломается. Затем все составные элементы резинки складываются, только после этого она считается готовой к работе. Работа с ручным инжектором. Вначале восковщик закручивает клапан и вручную накачивает давление, высота которого зависит от вида изделия.
Затем мастер крепко зажимает пресс-форму между двумя пластиковыми плашками, подносит к носику инжектора и надавливает на него. Горячий воск заливается в резинку и принимает форму вырезанной в ней модели – восковка готова!
Кстати, для того чтобы воск быстрее застывал, пресс-формы обязательно должны быть холодными. Поэтому по мере нагревания резинок восковщик кладёт их в морозильную камеру для охлаждения. Готовые восковки вместе с нарядом сдаются на проверку контролёру ОТК. С помощью микроскопа специалист оценивает качество выполненной работы, а восковщик тем временем может приступать к выполнению следующего наряда.
После контроля качества прототипы будущих изделий напаивают на восковой стержень. В результате получается заготовка для отливки в металле, напоминающая ёлку. Изготовление воскового дерева – очень кропотливая работа, так как плотно прилегающие друг к другу хрупкие модели легко повредить. После этого готовые ёлки отправляются на участок литья, где они отливаются в металле.
Шпатели и инжектор для работы с ювелирным воском
 Для изготовления моделей из ювелирного воска, или восковок необходимо специальное оборудование – инжекторы. Инжекторы бывают двух видов: автоматические вакуумные и ручные. Внутри каждого из них сохраняется высокое давление и температура 75 градусов, необходимые для поддержания воска в расплавленном виде.
Для изготовления моделей из ювелирного воска, или восковок необходимо специальное оборудование – инжекторы. Инжекторы бывают двух видов: автоматические вакуумные и ручные. Внутри каждого из них сохраняется высокое давление и температура 75 градусов, необходимые для поддержания воска в расплавленном виде.
Помимо инжектора восковщику требуется особый инструмент:
- Ша́бер – заточенный металлический стержень, которым удаляют лишний воск.
- Кисточка и ватная палочка. Удивительно, как привычные вещи превращаются в необходимый ювелирный инструмент. Смоченные в бензине, они нужны для корректирования неровностей и мелких дефектов, которые поддаются устранению.
- Увеличительное стекло. С помощью него оценивается качество получившейся восковки и выплавки мельчайших деталей.
Воск модельный Ferris плитка 92х38 мм зеленый
Этот вид модельного воска Ferris предназначен для изготовления восковых моделей колец, печаток, подвесок, звеньев цепочек, пуссет и т.д.
Зеленый — наиболее популярный воск для резьбы.
Это самый твердый воск, на нем возможна прорезка наиболее тонких деталей и сложных дизайнов. Наиболее важной особенностью зеленого воска является простота его обработки напильниками, надфилями и фрезами при высоких оборотах (в том числе и на токарных станках) без оплавления материала.
- Толщина изделий из воска может достигать 0,2 мм, при этом восковка остается прочной и не подвержена деформации.
- Идеал для создания больших, сложных моделей.
- Смягчается при Т=116С.
- Комплект — 15 плиток.
- Размер — 92х38 мм.
- Толщина:
— 1шт. — 25 мм;
— 3шт. — 18 мм;
— 4шт. — 8 мм;
— 7 шт. — 5 мм. - Вес — 454 г.
Купить ювелирный воск можно в интернет-магазинах. Про наличие воска в физических магазинах вашего города можно поинтересоваться у мастера в ювелирной мастерской — вероятнее всего он даст вам дельный совет.
Работа с ювелирным воском: видео
Источник
Рецепты воска для литья

Пользователь
Регистрация: 28.02.2006
Откуда: Волжский
Сообщений: 4391
В друзьях у: 7
Голосов: 691 / 1031
| Цитата |
|---|
| (stasprib 27.12.2014 18:59:24) Уважаемые форумчане! есть ли возможность самому изготовить модельный воск? может кто задавался таким вопросом. поделитесь опытом. |
Пользователь
Регистрация: 26.09.2013
Сообщений: 723
В друзьях у: 4
Голосов: 30 / 1
| Цитата |
|---|
| (Янис 27.12.2014 21:35:45) |
| Цитата |
|---|
| (stasprib 27.12.2014 18:59:24) Уважаемые форумчане! есть ли возможность самому изготовить модельный воск? может кто задавался таким вопросом. поделитесь опытом. |
А зачем эти головняки. просто интересно.

Пользователь
Регистрация: 30.06.2011
Откуда: Москва
Сообщений: 1571
В друзьях у: 15
Голосов: 479 / 5
Скопилась куча опилок с фрезеровки. Здоровенный мешок ферриса. Но он с СОЖ и ещё чего мож. Особо к ним не привязан.
Есть идеи? 

Пользователь
Регистрация: 04.11.2012
Откуда: ИЗ СЧАСТЬЯ
Сообщений: 2153
В друзьях у: 5
Голосов: 490 / 16
Источник
Рецепты воска для литья
Пользователь
Регистрация: 12.10.2007
Сообщений: 4043
В друзьях у: 5
Голосов: 536 / 41

Пользователь
Регистрация: 24.02.2009
Сообщений: 1852
В друзьях у: 1
Голосов: 116 / 20
Пользователь
Регистрация: 19.07.2005
Сообщений: 1049
В друзьях у: 2
Голосов: 15 / 3
Нарыл информации по компонентам модельных восков.
Может быть будут идеи что из этого можно использовать.
Ну а тут просто рецепты готовые.
Пользователь
Регистрация: 27.12.2011
Сообщений: 39
В друзьях у: 1
Голосов: 4 / 0
Пользователь
Регистрация: 19.07.2005
Сообщений: 1049
В друзьях у: 2
Голосов: 15 / 3
Пользователь
Регистрация: 12.10.2007
Сообщений: 4043
В друзьях у: 5
Голосов: 536 / 41
Пользователь
Регистрация: 19.07.2005
Сообщений: 1049
В друзьях у: 2
Голосов: 15 / 3
Пользователь
Регистрация: 12.10.2007
Сообщений: 4043
В друзьях у: 5
Голосов: 536 / 41
Пользователь
Регистрация: 03.10.2013
Сообщений: 177
В друзьях у: 1
Голосов: 35 / 4
Варить на слабом огне (на электро печке 3 позиция), начиная с воска, затем палочки, после целлофан и в конце мука. От начала расплавления воска и до выливания МЕШАТЬ. Для повышения твердости, добавляйте больше целлофана.



Пользователь
Регистрация: 26.01.2008
Откуда: Донецк. Украина
Сообщений: 101
В друзьях у: 0
Голосов: 25 / 1
Источник
Восковое моделирование (резьба по воску)
«Приквел» для моего поста о ювелирном литье
В прошлый раз меня неоднократно просили рассказать как же ведется работа над восковой моделью, которая затем обращается в металлическую отливку.
Суть заключается в изготовлении объемной модели (восковки) будущего ювелирного изделия в натуральном размере со всеми толщинами, фактурами, рисунками и надписями. В процессе литья получается металлическая отливка, точно повторяющая восковку до последней царапины. Современный ювелирный воск конечно имеет мало общего в пчелиным, это химический композит, обладающий большой прочностью и больше похожий на пластик, однако плавится уже при температуре 70-100 градусов, что необходимо для технологии. Это также позволяет не только срезать с него лишнее резцом как при резьбе по дереву, но и наплавлять новую массу, исправляя дефекты и буквально выращивать модель, что делает его идеальным материалом для скульптурирования малых детальных форм. Моделирование из воска стало для меня самым удивительным и интересным ремеслом в жизни!

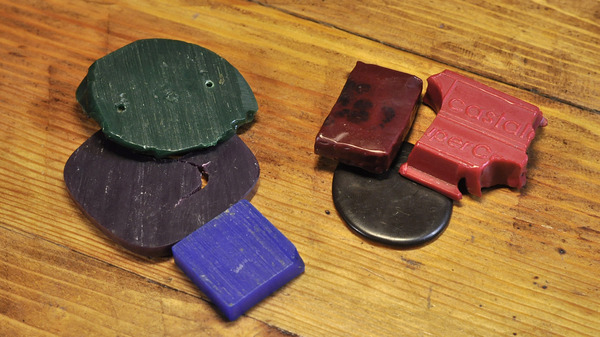
Ювелиры различают модельный воск и литейный (на фото слева и справа соответственно) Первый (известный как Ferris) твердый как дерево или пластик, строгается в сухую мелкую стружку, пилится, сверлится фрезами и полируется, но даже при толщине меньше миллиметра остается прочным. Я редко использую его для самой мелкой тонкой резьбы, для него кужно больше инструмента, больше времени и вообще это не выбор новичка. Литейный же (хоть и предназначен для заливания в резиновую форму для тиражирования восковок) мне нравится для резьбы больше. Он позволяет быстрее и я бы сказал агрессивнее работать со скульптурной формой — отстригать от мягкого куска лишнее, наплавлять новое, оперативно править. Купить тот и другой можно в ювелирных магазинах типа Рута или Сапфир, но скорее всего в большом количестве, сколько новичку не изрезать за годы. А пытаться сварить нечто похожее для резьбы самостоятельно у меня лично не удавалось, хотя то-то близкое при желании можно получить. У любого ювелира в своем городе можно спросить где есть небольшой магазинчик, где можно купить материал в небольшом количестве. обычно всегда есть какие-нибудь мелкие лавочки.
Для работы с литейным воском не требуется использование бормашины и напильников, хватит лишь комплекта из трех-четырех резцов, простой паяльник и пара дополнительных мелочей о чем позже. Никакие покупные инструменты вроде резцов по дереву или стоматологических колупалок здесь не подойдут. Хотя из последних можно самостоятельно выточить более подходящие резцы, но их стальное основание довольно тяжелое для комфортной работы с невесомой моделью. Я предпочитаю легкие резцы на деревянной палочке или в крайнем случае переточенные старые надфили. Основная суть — один резец с широким скругленным лезвием, чтобы снимать много материала и формировать общую форму, один тонкий игольчатый для гравировок и тонких деталей и самый главный — трубчатый. похожий на ложку, чтобы плавить в нем воск прижимая к паяльнику и наплавлять капли воска к модели. Плюс он же и режет, потому таким резцом делается до 80% всей работы.

Также понадобится подходящая стальная емкость для плавления воска — восколит.
Это может быть емкость для разогревания воска паяльником — 2см глубиной (на длину жала паяльника), 4-5см в диаметре и закрепленная в каком-то кожухе, чтобы можно было держать в руке и плавить воск паяльником, не опасаясь обжечься. Удобный восколит получается из дна стальной рюмки, вклеенного в отрезанный жестяной баллончик от спрея. Можно использовать маленькое корытце, чтобы брать его пассатижами и ставить на какой-нибудь нагреватель. У меня уже много лет настольным девайсом выступает нагреватель от велосипедного вулканизатора – такой прямоугольный утюг на 250Вт, выдерживающий температуру в диапазоне 120-160гр внутренним термостатом.
А еще лучше сделать восколит из паяльника, припаяв твердым припоем к жалу металлическую (лучше медную) чашу для воска а сам нагреватель паяльника смонтировав на подставку. Такую «электро-ложку» можно брать руками за подставку чтобы отливать воск. В него же ссыпается все стружка от резьбы и переплавляется в новый материал. Воск после этого нисколько не меняет своих свойств, он абсолютно безотходный.

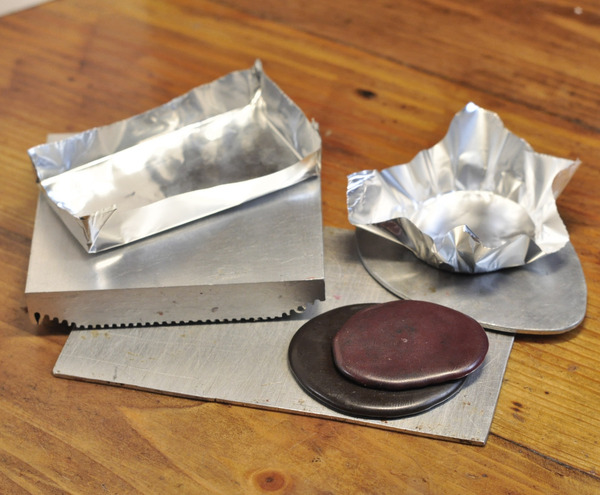
Воск удобен тем, что заготовку для резьбы не нужно отпиливать от бруска, достаточно расплавить часть паяльником в восколите и вылить на фольгу или алюминиевую пластину — получится пластинка толщиной 2-3мм и требуемого размера, из которой можно вырезать практически любое изделие (для редких исключений свои методы)
Медальоны и прочие декоративные изделия можно моделировать из плоской заготовки — объемные элементы всегда можно нарастить, приплавляя кусочки воска прямо паяльником (не забывая дуть на него, чтобы дым не попал в глаза, он довольно едкий) и лишь в единичных случаях приходится брать большой кусок воска и резать из него. Про художественную составляющую здесь мне говорить нет смысла, каждый сможет моделировать ровно настолько, насколько он способен. Смотрите фотографии украшений в сети у других мастеров, ищите что-то тематическое в картинках поисковика, выбирайте понравившийся стиль, рисуйте, почитайте книги (Рисунок для ювелиров, Моделирование из воска для ювелиров и скульпторов) и разумеется практикуйтесь. Первые модели выходят долго, сложно и топорно, но после 5-10-30ой рука набивается.

Изготовление колец требует иного подхода – создание заготовки и вся резьба ведется на «железном пальце» — цилиндре нужного размера. Для моделирования стержень может быть из любого материала – будь это шприц, корпус от помады, маркер или даже свернутая в трубку бумага. Если стержень не слишком подходит его можно обмотать бумагой до нужного диаметра. Я же за много лет обзавелся комплектом «железных пальцев» всех размеров.
Лучший способ получить заготовку – наплавлять на железный палец кусочки воска в один большой монолитный наплыв. Затем с него срезается лишняя толщина, делается разметка центральной линии, намечается навершие печатки и так далее. Кольцо полностью режется не снимаясь с железного пальца, это полезно для воска чтобы не истирать его руками. Уже после завершения лицевой стороны можно снять модель и проработать обратную сторону – здесь можно будет заметить недоливы воска при изготовлении заготовки, а также для массивных печаток требуется выборка навершия.

Технологию дальнейшего литья по модели я описывал в предыдущем посте. Однако если новичок пока не может позволить себе такие пиротехнические эксперименты, в своем городе всегда можно найти ювелирную литейку, которая принимает чужие модели на литье. Это не так уж дорого стоит, примерно 30-40 за грамм готовой отливки плюс непосредственно металл (бронзу или латунь маловероятно что льют, скорее всего только серебро и золото, первое сейчас стоит примерно 37-40р/гр). Итого литье одной средней модели может стоить 500-700р в серебре.
Источник


